
新聞資訊News


二級管_整流二極管使用注意事項
整流二極管怎么用?整流二極管適用于各種使用直流電作為工作電源的電器,將供電回路中交流電經過整流、濾波、穩壓后作為負載電路的直流電源。如照明、充電器電源、各種小家電電源等。下面詳細介紹整流二極管使用注意事項。
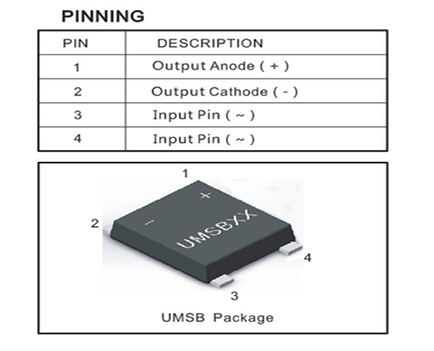
整流二極管用途、功能:應用于交流電—直流電的整流轉換,滿足電路設計功能中對直流電源的要求。
整流二極管使用注意事項
(1)引線成型打彎時,必須在引線打彎處用夾具固定夾緊引線,不能固定夾緊塑封管體,以防止將機械應力直接施加在管體和引線的結合部位;
(2)引線打彎必須距離管體3mm以外處進行;
(3)引線彎曲角度不能大于90°,不能使引線反復彎折;
(4)切斷和成型的工具,不能損傷引線表面的鍍層。
(5)器件允許耐焊接熱的條件是260℃以下,持續時間不超過10秒。焊接時應在距離本體至少2mm以上進行。浸錫溫度不超過260℃,時間不超過10秒。
(6)PCB焊接必須助焊劑時,請采用中性助焊劑,同時進行必要的清洗,除去多余的焊劑。
(7)波峰焊時,請設置充分的預熱區,預熱時間建議在30~60s范圍,以緩解熱沖擊。
(8)回流焊接條件推薦JEDEC標準(預熱溫度為125±25℃,預熱時間為120±30s;183℃以上持續時間為105±45s;峰值溫度為235+5/-0℃,持續時間為10~20s。zui大溫度上升速率3℃/s,冷卻速率為6℃/s)。
(9)用電烙鐵浸錫時,電烙鐵頭的溫度不得超過300℃,焊接時間應小于10秒。并在電烙鐵與器件之間用金屬鑷子夾住,以減少熱量直接傳向器件內部;
(10)對于表貼器件應使用回流焊,zui常用的焊接方式有對流回流、氣相回流、遠紅外回流。回流焊接過程為預熱、回流焊接、冷卻三個階段。回流焊接條件推薦JEDEC標準(預熱溫度為125±25℃,預熱時間為120±30s;183℃以上持續時間為105±45s;峰值溫度為235+5/-0℃,持續時間為10~20s。zui大溫度上升速率3℃/s,冷卻速率為6℃/s)。


 微信公眾號
微信公眾號